
服務熱線
13777763036陳總
服務熱線
13777763036陳總


時間:2/18/2023 10:57:00 PM
QB/T 1163-2000 降膜式蒸發器
1 范圍
本標準規定了降膜式蒸發器的產品分類、技術要求、試驗方法、檢驗規則和標志、包裝、運輸、貯存。
本標準適用于乳品工業及食品、制藥、化工等行業對熱敏性物料預熱、殺菌和蒸發的降膜式蒸發器。
2 引用標準
下列標準所包含的條文,通過在本標準中引用而構成為本標準的條文。本標準出版時,所示版本均
為有效。所有標準都會被修訂,使用本標準的各方應探討使用下列標準最新版本的可能性。
GB150-1998 鋼制壓力容器
GB151-1989 鋼制管殼式換熱器
GB/T191-1990 包裝儲運圖示標志
GB 4806.1-1994 食品用橡膠制品衛生標準
GB5408-1985 消毒牛乳
GB12073-1989 乳品設備安全衛生
GB/T 13306-1991 標牌
GB/T 14253-1993
輕工機械通用技術條件
GB/T16769-1997
金屬切削機床澡聲聲壓級測量方法
GB16798-1997 食品機械安全衛生
QB/T 1588.4-1993 輕工機械涂漆通用技術條件
QB/T 1588.5-1996 輕工機械 包裝通用技術條件
QB/T1823-1993 乳品機械型號編制方法
QB/T 1826-1993 離心式衛生泵
3 產品分類
3.1 型式
本標準規定的降膜式蒸發器的型式應為列管式。
a)按二次蒸汽是否用于次效加熱分為單效和多效兩類。
b)按二次蒸汽是否被壓縮利用分為帶熱壓縮泵和不帶熱壓縮泵兩類。
3.2 基本參數
3.2.1 蒸發量系列如下:
600,700,800,1 000.1 200,1 60020002 4002800,3 2003600,4 0005000,6 000,7 000
8 000,10 000,12 000 kg/h.
3.2.2 蒸發溫度
首效不高于 76℃,末效不低于 38℃,
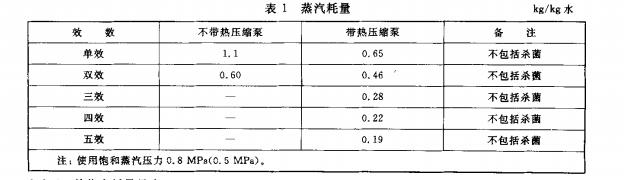
3.2.3 單位蒸汽耗量見表 1.
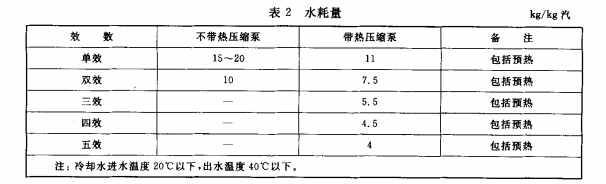
3.2.4 單位水耗量見表 2。
3.3 降膜式蒸發器由下列主要部件組成:
a)蒸發器主體:
b)分離器;
c)物料預熱裝置:
d)高溫殺菌器;
e)閃蒸罐(多效);
f)熱壓縮泵;
g)真空形成裝置;
h)物料泵;
i)進料貯槽;
j)洗滌液貯槽;
k)電氣控制裝置。
3.4 降膜式蒸發器型號說明、編制方法應符合 QB/T 1823 的規定。
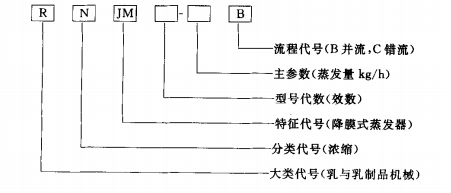
例如:蒸發量1000 kg/h,并流雙效記為 RNJM2-1000B
4 技術要求
產品制造應符合 GB/T 14253 的規定。
4.1 降膜式蒸發器應符合本標準的規定,并按規定程序批準的圖樣及技術文件制造。
4.2 凡與物料和二次蒸汽接觸的金屬零部件應采用奧氏體不銹鋼制造,其材料應符合 GB16798的
規定。
4.3 用于密封的材料應符合GB4806.1的規定,必須耐熱、耐油,在正常使用清洗劑、消毒劑時不被腐
蝕,不污染物料。
4.4 降膜式蒸發器燈孔、視孔所用玻璃應采用耐熱玻璃。
4.5 所用材料、外購件、外協件應有供貨單位提供的合格證,否則制造廠應對其檢驗合格后方準使用。
嚴禁使用牌號不明、未經檢驗部門檢驗合格的材料和零配件。
4.6 根據圖樣要求,焊接件應符合 GB 150的規定。所用焊條應符合有關國家標準規定。
4.7 凡與物料接觸的零部件結構應便于清洗、消毒、維修;轉接處應光滑過渡,小于135的內角,過渡
半徑 R不小于 6.5 mm,表面粗糙度 R, 值不大于 1.6 μm。
4.8 蒸發器主體
4.8.1 蒸發器主體允許偏差應符合 GB 151-1989中4.2.1,4.2.2,4.2.3的規定。
4.8.2 蒸發器制造應符合 GB 151-1989中4.2.4,4.2.5,4.2.6 的有關規定。
4.9 分離器、冷凝器、內蒸罐制造應符合 GB150的有關規定。
4.10 蒸發管
4.10.1 蒸發管應符合GB 151-1989中3.8.2的規定。
4.10.2
蒸發管不應有接頭。內壁粗糙度 R,值不大于 3.2 μm,
4.10.3
蒸發管的軸線直線度極限偏差不大于 2/1 000 mm。
4.10.4
蒸發管與管板脹接法連接時,環境溫度不得低于-10℃。
4.10.5 蒸發管脹接后不應有裂紋和影響物料流動和物料密封的缺陷。
4.11 管板制造應符合以下要求
4.11.1 管板表面應平整、光潔、不允許出現夾層、裂紋等缺陷,表面粗糙度R.值不大于 1.6 um
4.11.2 脹接的管板孔內表面不允許有貫通的縱向和螺旋向刻痕。
4.11.3 管板孔徑允許偏差應符合 GB 151-1989中表3-11的規定。管孔表面粗糙度R.值不大于
12.5 um。
4.11.4 孔橋寬度偏差應符合 GB 151-1989 中表4-2(a)的規定。
4.12 預熱蛇形盤管制造應符合下列要求
4.12.1 預熱蛇形盤管曲率、螺距均勻,無皺折。
4.12.2 預熱蛇形盤管接頭應按GB151-1989中4.3.3b,d,e要求制造與檢驗。
4.13 真空泵空載時吸人口壓力不大于8kPa(絕對壓力)。
4.14 進、出料離心奶泵應符合 QB/T 1826 的規定。出料泵吸口壓力高于 8.5 kPa。
4.15 總裝后的要求
4.15.1 上管板水平極限偏差不大于 2/1 000 mm。
4.15.2 彎制管路曲率均勻,不得有皺折。
4.15.3 蒸發管軸線與上管板平面垂直度極限偏差不大于1/15度。
4.15.4 當設備空運行至真空度為0.092MPa時,停止運行,30min內真空度損失不得超過 10%。
4.16凡規定拋光的零部件表面,拋光紋路均勻、整齊,不得有燒傷、擦傷等缺陷,表面粗糖度R.值不
大于 1.6 pm。
4.17 凡規定鍍鉻拋光的零部件,不應有脫落、發暗、粗糙不平。表面應光亮,粗糙度R.值不大
于1.6 μm。
4.18 凡需涂漆的零部件,涂漆質量應符合 QB/T 1588.4 的規定。
4.19 安全要求
4.19.1 安全衛生應符合 GB 12073 的有關規定。
4.19.2 整機噪聲聲壓級不高于 85 dB(A).
4.20 在正常使用、維護下,產品使用壽命不低于15年。
5 試驗方法
5.1 水壓試驗和致密性試驗
蒸發器主體、分離器、內蒸罐、冷凝器、熱壓縮泵、高溫殺菌器、物料預熱裝置的水壓試驗和致密性試
驗應按 GB 150 有關規定進行。
5.2 設備性能試驗
5.2.1 試驗的環境溫度、大氣壓力、冷卻水溫度與壓力、蒸汽壓力、汽與水流量應符合設計規定。鮮奶
應符合 GB 5408-1985 附錄 A中二級品的規定。
5.2.2 蒸發量
5.2.2.1 在單位時間內測量蒸發前、后的物料濃度和物料進、出量后按式(1)進行計算:
W.=S(1-B/B?)..............................(1)
式中:W,--水分蒸發量,kg/h;
S--單位時間濃縮的物料量,kg/h;
B.--濃縮前的物料濃度,%;
B:--濃縮后的物料濃度,%。
5.2.2.2 試樣采用混合樣。
5.2.3 單位水耗景試驗
單位水耗量以每蒸發1kg水分消耗冷卻水的質量數計算。與蒸發量試驗同時測試,用流量計在冷
卻水補充管上,測出單位時間的冷卻水耗量,然后與相應時間的水分蒸發量相比。
測量在進水溫度10℃,出水溫度40℃的條件下進行。若不在此條件下,應調節進水量,使出水溫度
穩定在接近 40℃的某一值。然后將測出的冷卻水量按式(2)換算為該條件下的冷卻水耗量。
W=W:(T-T.)/(40℃-10℃)W..............................(2)
式中:W--單位冷卻水耗量,kg/kg汽;
W:--測得的單位時間水耗量,kg/h;
T、--測量時的出水溫度,℃;
T.--測景時的進水溫度,℃;
W,--單位時間水分蒸發量,kg/h。
5.2.4 單位蒸汽耗景
5.2.4.1測量時用蒸汽流量計在蒸汽管上測出單位時間的蒸汽消耗量,然后與相應時間的蒸發量相
比,即:
D=D/W..............................(3)
式中:D--單位蒸汽耗量,kg/kg水;
D.一-單位時間蒸汽耗量,kg/h;
W,--單位時間水分蒸發量,kg/h。
5.2.4.2 也可用冷受水稱重法測最單位時間蒸汽耗量。
5.3 整機噪聲按 GB/T 16769 規定測量。
5.4 其他項目采用目測、手感等方法測量。
6 檢驗規則
6.1 產品出廠前由制造技術檢驗部門按經規定程序批準的條樣,技術文件和 4.2~412.4.14.4.16
~4.19.1 要求對每批產品逐臺檢驗。
6.2 產品經檢驗合格后方可出廠,并附有合格證明書。
6.3每臺產品在使用單位安裝完成后,應做試運轉試車,水、物料試車不得少于兩次,最后一次試車時
間不得少于 4 h。同時按 4.13,4.15,4.19.2 要求做整機檢驗。
6.4 判定規則
出廠檢驗項目若有一項不合格,則判定該產品不合格。
7 標志、包裝、運輸、貯存
7.1每臺降膜蒸發器在明顯的位置固定產品標牌,標牌應符合 GB/T13306規定,其內容包括:
a)產品型號及名稱;
b)產品標準號;
c)主要技術規格;
d)產品出廠編號;
e)出廠日期;
f)制造廠名稱;
g) 凈重。
7.2 產品說明書上應注明產品標準號。
7.3所有未經表面處理的金屬零部件,除用不銹鋼制造的外,都應進行防銹處理,防銹有效期不少于
12 個月。
7.4 產品包裝應符合 QB/T 1588.5 有關規定。
7.5 包裝箱外應有下列標志。
a)產品名稱與型號;
b)產品編號;
c)制造廠名稱;
d) 凈重、毛重;
e)出廠日期;
f)體積(長x寬x高);
g)收貨單位名稱;
h)到站(港)、發站(港)。
7.6 包裝儲運圖示標志應符合 GB/T 191 規定。
7.7 出口產品的標志和包裝應符合出口產品的有關規定。
7.8 隨機文件裝在防水袋內密封,固定在包裝箱內適當位置。
7.9 各管路接頭應包扎或用專用螺塞堵上以免掉人異物。
7.10產品運輸應適應陸路和水路運輸及裝載要求,并在運輸吊裝過程中注意防震。
7.11 嚴禁在有明顯的氯離子環境中存放。
7.12
包裝后的儀器、儀表嚴禁在露天存放。
版權所有 :重慶匯森機械設備制造有限公司 備案號:渝ICP備2022014563號-1 網站建設-技術支持: 云微軟件
